厦门拉伸膜厂家



- 面议
- 2025-03-19 04:16:58
- 膜
- 罗经理 15814199777
- 东莞市鸿宇塑料机械有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
流延膜有挤出熔融流延膜的和溶剂流延膜两种。流延涂布法,属于挤出熔融流延膜的一种,其基本原理是通过涂布头空腔的压力注入粘合剂,涂布头的是一个可调大小的细缝,涂布时随着底纸的运行,粘合剂均匀的由涂布头的细缝中流出并涂布在底纸表面。单层流延和多层共挤流延两种方式。
冷却辊筒侧有喷嘴长度与辊面宽度一致的气刀,当流延膜贴在冷却辊筒工作面上时,气刀喷嘴吹出有一定压力的气流,均匀一致地吹向熔体,使流延膜紧贴在冷却辊筒工作面上,以达到流延膜均匀冷却降温的效果。对气刀的要求是喷口的风压和风量沿整个宽度部分应—致;喷口吹出的气流应处于与喷口平行的直线上。所以—般气刀都采用两侧进风方式。为适应不同薄膜厚度、生产速度的需要,喷口间隙在0.5~2mm间可调。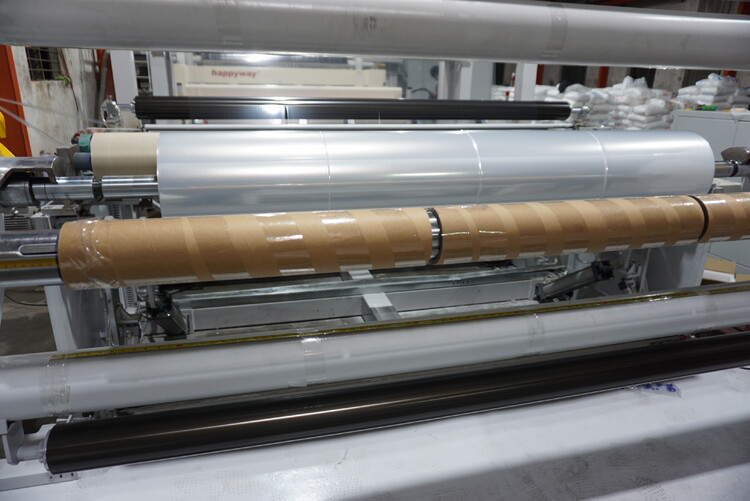
通过冷却辊对薄膜的快速冷却,可以使聚乙烯从熔融状态到固态,在PE分子链重排中,形成微晶和无定形结构。反之,在慢速冷却中.则会形成较大直径的球晶。温度低,则将使冷却速度加快,从而使透明性、冲击强度及撕裂强度提高。溶剂法生产的流延膜由于需要使用到大量有机溶剂,加热挥发去除溶剂和回收溶剂需要消耗大量能源,还需要投资一套设备,操作成本和设备成本都比较大,只有像玻璃纸等极少数不能或很难用挤出法生产的薄膜才使用溶剂法生产。
冷却辊筒侧有喷嘴长度与辊面宽度一致的气刀,当流延膜贴在冷却辊筒工作面上时,气刀喷嘴吹出有一定压力的气流,均匀一致地吹向熔体,使流延膜紧贴在冷却辊筒工作面上,以达到流延膜均匀冷却降温的效果。气刀喷口位置应位于薄膜与冷却辊相接触之处,或偏向薄膜前进方向数毫米处。气流方向应与薄膜成直角或大于105°的钝角。气刀风压为98~980kPa。气刀压力过低,贴辊效果不良;气刀压力偏高,会增加薄膜内的晶点数量。压力过高时.会将薄膜吹得抖动,造成薄膜的厚薄公差加大,甚至将膜吹破。
- 鸿宇
- 膜
- 流延膜生产线
- 罗经理


